锂电笔记
27486 2024-09-09
随着全球能源危机和环境污染问题的日益严重,能源储存和移动能源的需求日益迫切。在此背景下,锂离子电池以其高能量密度、长循环寿命和无记忆效应等优点,成为便携式设备、电动交通和能源储存等领域的重要解决方案。与此同时,实现碳达峰和碳中和的目标是推动我国绿色能源发展的重大战略,而锂离子电池作为清洁能源储存和应用的代表,对于推动我国能源结构转型和实现双碳目标具有重要意义。锂离子电池技术的发展和应用,将有助于减少对化石燃料的依赖,降低碳排放,推动我国能源结构的优化和可持续发展。
极片作为锂电池核心组件之一,在电池整体结构与性能中发挥着关键作用。极片不仅是电能转化与存储过程的中心环节,促进正负极间锂离子的高效交换,而且通过电子的传递实现能量的存储与释放。因此,极片是锂电池能量转换与存储能力的基石。然而,极片的微观结构及其力学性能,作为影响锂电池终极性能的关键因素,已经引起了研究领域的广泛关注。
对此,已有部分研究学者进行过探究及论证。Huang等发现极片锂化过程中在表面层中产生了拉伸环向应力,这为颗粒表面开裂提供了驱动力。Ott等发现有效电导率不仅随颗粒的体积分数的增加而增加,而且随尺寸比的增加而增加。Kespe等发现极片微观结构压缩后,高倍率能力降低。Jiang等发现颗粒分布的随机性和颗粒形状导致锂离子浓度和极片电势的不均匀分布。Lin等发现由极片扩散诱导应力引起的变形累积可能导致极片的机械失效。Westhoff等发现使用多层结构梯度制造复杂的极片微结构,能够降低成本并提升锂电池性能。Becker等认为极片颗粒形状会影响力学接触面积、接触力以及颗粒的协调数。Lee等发现活性材料颗粒的结构排列方式及其互连性,会影响阴极锂离子的浓度而非颗粒大小。
辊压是制造锂电池层状极片的重要工艺,通过使用上下两个轧辊对极片进行类似轧制的工艺,从而减薄极片的厚度。该工艺多年来已被证明会对锂电池极片产生较大积极作用,Günther等研究认为辊压到一定程度可以改善极片的润湿性。Billot等指出辊压是改善阳极涂层与集流体箔材黏附强度的重要因素。Acharya等发现辊压可以提高锂钛酸锂(LTO)负极在高倍率下的容量,并降低了电阻损失。Primo等发现优化辊压参数可以提升Li(Ni0.33Mn0.33Co0.33)O2基阴极的电化学性能。Lippke等发现锂离子电池极片进行预热可以改善其辊压效果,尤其是在大载荷和快速的辊压的时候,预热改善效果更为明显。辊压工艺对锂电池的积极作用被归因于辊压工艺改变了极片的微结构及力学性能。然而,一方面辊压工艺对于极片的影响,仍未被全面解释;另一方面对于辊压工艺如何具体影响锂电池极片的微结构和力学性能,仍缺乏系统性的研究。因此本研究将采用离散元方法,深入探究极片辊压工艺对锂电池微结构参数及力学性能的影响规律,旨在填补国内锂电池极片辊压制造领域缺乏理论指导的空白,同时也为锂电池极片的辊压提供一定的研究思路。
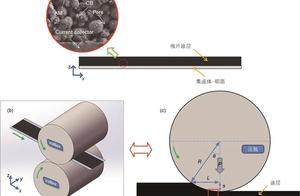
锂电池极片是锂电池的核心部件,它在电池的整体结构和功能中占据着至关重要的地位。在电池的充放电过程中,极片起到储存和释放锂离子的关键作用,从而实现能量的转化和存储。锂电池极片是一种层状复合材料,如图1(a)所示。它是由上部的涂层部分,和下面的集流体共同组成。上部分的涂层又是由活性物质颗粒(active material, AM),导电剂与黏结剂形成的胶相(carbon binder domain, CBD)及其之间的孔隙共同组成。
图1 (a) 极片组成结构;(b) 极片辊压工艺;(c) 辊压原理示意
辊压过程是利用上下两个轧辊,将烘干后得到的极片进行减薄,如图1(b)、(c)所示。这一过程不仅会影响锂电池极片密度、极片厚度、极片均匀性、极片应力等宏观特征;更重要的是,它还会影响锂电池极片导电网络、孔隙结构、活性材料微观结构,从而进一步影响极片内阻、能量密度、导电性、循环稳定性等电池的终端表现。此外,辊压工艺还在电池安全性方面发挥着重要作用,极片经过辊压有助于增强复合层状极片之间的结合力,维护极片的结构完整性,确保极片表面平整,从而减少毛刺穿透隔膜,发生短路的风险。因此极片辊压是锂电池极片制造中的重要工艺步骤。
锂电池极片的制备主要分为搅拌、涂布、烘干与辊压四个工艺,如图2所示。本研究以镍钴锰酸锂Li[Ni0.5Co0.2Mn0.3]O2(NCM)为活性材料(质量分数90%),Carbon black(CB)为导电剂(质量分数5%),PVDF为黏结剂(质量分数5%)以及铝箔作为集流体制备了锂电池正极片,以进行辊压过程探究。首先将NCM、CB、PVDF颗粒放入行星真空搅拌机进行干粉混合20分钟,随后加入N-甲基吡咯烷酮(NMP)作为溶剂,按照先低速再高速的原则进行搅拌,搅拌后悬浮液固含量为50%(质量分数)。随后利用狭缝式涂布机(CPC2005A1)将制备好的浆料均匀的涂覆在铝箔(17 μm)基材上(单面涂覆)。最后将涂覆好的锂电池正极极片放入热风烘干箱中,90 ℃烘干6 h。
图2 锂电池极片主要制备工艺流程
对于辊压过程,使用二辊辊压机,轧辊直径200 mm,辊身长330 mm,对锂电池正极片进行辊压工艺。通过改变轧辊间隙来实现锂电池正极片不同程度辊压。
2.1 离散元方法
考虑到锂电池极片并非单一均匀的物质,而是由各种形状和粒径的粉末颗粒复杂地堆叠、嵌合而成的异质性结构。因此我们将采用离散元方法来表征锂电池极片。该方法是通过捕获极片活性颗粒AM与CBD颗粒之间的相互作用行为,得到了宏观尺度的响应。该方法最早由Cundall和Strack提出,是对形成块状材料的若干离散颗粒之间接触的表征。近年来离散元方法被广泛应用于岩土分析、物料输送、生物制药等领域。本研究将采用此方法来描述锂电池极片颗粒化性质及颗粒之间的相互作用。
2.2 理论模型
单个活性材料颗粒的运动可以描述为平移和旋转运动。
(1) |
(2) |
式中,M是颗粒的质量,I是颗粒的转动惯量,V和ω是颗粒的平移速度和角速度。Fb和Mb是描述极片中黏结剂和导电剂之间形成的相的相互作用的键力和键力矩。Fp为相邻颗粒之间的接触力,Mp为相邻颗粒之间相互作用产生的力矩。
在相关文献中已经证实,锂电池极片颗粒表现出了明显的弹塑性行为。因此本研究将采用edinburgh elasto-plastic adhesive(EEPA)接触模型,如图3所示,来描述极片颗粒及其之间相互作用。
图3 (a) 极片颗粒接触示意,(b) EEPA接触模型示意
总法向接触力(Fn)为滞回弹簧力(Fhvs)与法向阻尼力(Fnd)之和:
(3) |
式中,u为从接触点指向质点中心的单位法向量,用方向接触力与重叠关系来表示Fhys
(4) |
式中,f0为恒定黏附力,δ为总法向重叠,δnp为塑性重叠。k1为加载刚度,k2为卸载刚度,kadh为粘接刚度,n为非线性指标参数。
加载刚度k1为:
(5) |
其中,E*为等效杨氏模量,R*为等效半径。
本文选择n=1.5的非线性模型来进行模拟计算。
接触塑性比为λp,
(6) |
法向阻尼力Fnd:
(7) |
其中,Vn是相对法向速度的大小,βn
为标准阻尼系数,表示为:
(8) |
其中,e为恢复系数,m*为等效质量。
(9) |
其中,mi和mj是两个接触粒子的质量。
接触切向力Ft由切向弹簧力Fts和切向阻尼力Ftd之和计算;
(10) |
切向弹簧力的计算公式为:
(11) |
其中,Fts(n-1)为前一时间步长的力。
增量切向力ΔFts的计算公式为:
(12) |
式中,kt为切向刚度,Vt为相对切向速度的大小,Δt为时间步长。
切向刚度可以用式(13)计算
(13) |
其中,ζtm为切向刚度乘数,G*为等效剪切模量。切向阻尼力Ftd的计算公式为;
(14) |
切向阻尼系数βt定义为:
(15) |
对于颗粒之间的摩擦作用,采用临界滑动摩擦力和滚动摩擦力来计算。临界滑动摩擦力采用库仑摩擦准则计算:
(16) |
其中,Fct为极限切向力,μ为摩擦系数
2.3 极片颗粒材料建模
将第1节中制备好的(未辊压的)极片放入扫描电镜观测,模型颗粒参照电镜下真实观测到的颗粒形状及粒径分布进行建模。如图活性物质颗粒(NCM)和导电剂(CB)被建模为球形颗粒。如图4所示,粒径分布服从正态分布,炭黑粒径的中值为2.5 μm,活性材料颗粒的中值为12.5 μm。
图4 极片模型粒径分布
首先建立一个金属板(材质为Al)以表征集流体,然后在金属板的上方建立一个的盒子(颗粒工厂)。采用动态生成的方式进行填充,直至达到目标厚度,完成未辊压极片模型的建立。建立好的极片离散元(DEM)模型如图5所示。模型参数设置如表1所示。
图5 (a) 极片Z向SEM图;(b) 极片Z向DEM模型图;(c) 实验制备的锂电池正极片(未辊压)
表1 离散元模型参数设置
2.4 辊压过程模拟
图6(a)所示为极片辊压工艺原理示意图。但这并不是按照真正的比例来展现的。在实际的极片辊压生产时,辊压机的压辊直径通常在600~1000 mm。而这与微米级的极片厚度尺度相差巨大(极片厚度通常为100~200 μm)。而这巨大的尺度差异会导致辊压过程中的咬入角θ变得非常小,通常情况下θ ≤1°。因此,我们认为辊压过程可以近似地简化为法向压缩问题来进行探究。
图6 (a) 辊压原理示意图;(b) 极片辊压RVE模型图;(c) 不同程度辊压数值模拟与实验结果图
我们在辊压变形区内取一微元,如图6(a),以平板压缩的方式来近似替代辊压工艺,建立锂电池极片RVE(代表性体积单元)模型,如图6(b)。模型由三部分构成,最下部建立一个厚度为0.17 μm金属板以表征集流体。中部是锂电池极片的涂层部分,由上一节中建立活性材料颗粒(NMC)和导电剂(CB)颗粒构成。最上部则是以一个恒定速率0.1 mm/s的向下运动的压缩板,以表征压辊会涂层的辊压作用。
本研究共进行了五种程度(D1~D5)的辊压模拟探究,如图6(c)。每种辊压程度之间压下率ε均控制在10%,厚度相差15 μm。此外,由于实验制备的锂电池正极片未经辊压之前并无法保证厚度的一致性。存在厚度偏差在±2 μm。因此D1程度的辊压,并不算有效压下,仅起到平整极片及保证厚度一致性的作用。
3.1 孔隙率及密度
众所周知,极片中的孔隙是重要的微结构特征。它不仅影响着极片导电性。同时也是锂离子传输的主要通道,此外,孔隙的存在还有益于缓解在电化学反应过程中,极片的体积膨胀等方面。因此,我们接下来将首先讨论不同辊压程度下,极片孔隙率的变化情况。我们采用压汞法进行极片孔隙率测试,在极片上分别取5个点进行测量后,取平均值。如图7所示。
图7 孔隙率测量点示意
由图8可以明显看出,随着辊压程度的不断加剧,极片厚度不断减少,极片孔隙率整体呈现明显的下降趋势。但值得注意的是,在D1~D3程度辊压时,极片孔隙的减少情况基本呈现线性下降的趋势,而在D3程度之后,孔隙率的减少速度明显减缓,并且没有呈现出线性下降的趋势。
图8 极片孔隙率
由于极片在辊压的作用下,颗粒会受到压辊力的作用,会填补极片内部已有的孔隙空间。这是孔隙率整体呈现下降的主要原因。而在D3之前,极片内部孔隙空间充足,颗粒受到阻碍作用较小,因此孔隙率呈现线性下降。而随着辊压程度的加大,颗粒已经填补了大部分容易填充的孔隙空间。剩余小孔隙空间,颗粒运动阻力大。因此,在D3之后的孔隙率下降速度明显见缓。
极片密度也是一个重要的极片微结构表述参数,在固有思维中,我们总是认为密度和孔隙率之间是有着相辅相成的对应关系。但是,我们发现在极片辊压过程中,却并不是这样的。由图9我们看到,随着辊压程度的不断加大,极片密度基本呈现明显的线性增大关系。这与图中的孔隙率减少并不能形成对应关系,尤其是在D3程度之后。这主要是因为在D3程度辊压之前,极片体积的减少是由于颗粒填补了极片内部的孔隙空间,从而导致极片密度线性上升。而在D3之后,颗粒填补孔隙的阻力增大,颗粒之间发生挤压,颗粒之间的弹塑性变形成为极片体积减少、密度增大的重要原因。
图9 极片密度
3.2 配位数
配位数(CN)是描述涂层颗粒之间接触的一种方式,颗粒之间的相互接触将影响极片的电导率。
(17) |
其中,nc是接触数量,np是粒子总数。
由图10可知,随着辊压程度的增大会增加颗粒之间的相互接触,这对增加导电性是有益的。但是我们发现,在辊压过程中,活性材料NMC的配位数增加速度,明显快于CBD颗粒的配位数增加。我们认为这与粒子的粒径大小有关,NMC活性材料颗粒的粒径相较于CBD颗粒有着更大的粒径,会导致其有更大的表面积。这增加了NMC颗粒拥有更多配位数的机会。
图10 极片颗粒配位数
3.3 极片应力
极片的内应力发展是锂离子电池容量衰减和最终失效的主要原因之一。应力除了会在电化学循环过程中产生,在生产过程中极片涂层也会产生内应力。此外,采用应力矢量来描述极片颗粒之间的状态,可以更好地描述方向性。因此,本研究探究辊压过程中极片的应力演化。
(18) |
其中,r1i和r2i是两个相互作用粒子的相对位置,F1j和F2j是相互作用的力。Nc为颗粒数量。
如图11所示,随着辊压程度的增加,极片应力总体呈现增大的趋势。在此过程中,x、y方向的应力变化并无明显差异,并且增幅不大。而z方向的应力变化较大。这也印证了之前提到的辊压过程是一种法向压缩过程。此外,值得注意的是,随着辊压程度的不断增加,虽然极片整体厚度是在均匀减薄,但是极片的应力没有呈现出均匀线性增大的趋势,而是呈现出一种类指数形式的增加趋势。这与颗粒在辊压过程发生了弹塑性变形有着很大的关系,尤其是在大程度辊压时,这种应力呈现类指数规律的增长趋势尤为明显。
图11 极片应力
(1)辊压工艺会对锂电池极片的孔隙参数产生重大影响,在孔隙率方面,随着辊压程度的均匀加大,孔隙率先呈现出线性减小,而后减小,速率明显变慢,且在之后也不再满足线性减小的规律。在密度方面,随着辊压程度的均匀减小,极片密度呈现出明显的线性增大的关系。
(2)使用了配位数来表征极片内部颗粒之间的接触情况,论证了辊压会使得极片内颗粒接触更加紧密,活性材料NMC颗粒和CBD颗粒的配位数都会增加。但是受到辊压作用的NMC的配位数增加速率明显快于CBD配位数增加速率。
(3)辊压工艺会使锂电池极片应力的显著变化。随着辊压程度的增加,x、y方向的应力均有小幅增加,并且两个方向应力数值相差不大。而z方向的应力增幅最大,明显大于x、y方向的。此外,极片总应力的增加呈现出类指数的增长规律。
![]() 声明:本文由车市号作者撰写,仅代表个人观点,不代表网上车市。文中部分图片来源网络,感谢原作者。
声明:本文由车市号作者撰写,仅代表个人观点,不代表网上车市。文中部分图片来源网络,感谢原作者。
竟然没评论,快去评论~~

锂电从业者 每日记录分享一点知识 有益欢迎点赞关注收藏 文章来源公开信息整理 仅作参考借鉴分享交流